Il n’y a pas de meilleure façon de résoudre un problème que de l’éliminer complètement. Chez KTH Parts Industries Inc, l’automatisation d’un processus de changement d’équipement manuel à l’aide des coupleurs utilitaires d’ATI a permis de réaliser cet exploit. Plus précisément, le nouveau processus élimine environ 65 heures par an de temps d’arrêt par ligne, réduit le coût total des opérations et augmente l’utilisation et la productivité de l’équipement.
L’une des principales compétences de KTH est la conception et la mise en œuvre de lignes de soudage flexibles pour les composants de dessous de caisse des automobiles. Ces lignes de soudage utilisent des dispositifs complexes appelés « gabarits » pour maintenir les composants en place pendant qu’un robot les soude. Chaque modèle d’automobile nécessite un gabarit différent, ce qui entraîne de nombreux changements d’équipement dans l’usine.
Afin d’accroître la flexibilité et d’optimiser l’espace de production limité, KTH a créé une cellule de travail à double face dotée d’une table tournante. L’objectif de cette conception était de maintenir le robot actif et de réduire le temps de préparation ; les pièces sont chargées dans le gabarit d’un côté de la table tournante tandis que le robot soude les pièces de l’autre côté.
Avant l’installation des coupleurs utilitaires d’ATI, KTH dépendait du travail manuel pour connecter et déconnecter les câbles, et charger les gabarits sur les plateaux tournants. Multipliez cela par un ou deux changements par ligne et par équipe, et vous obtenez une quantité stupéfiante d’interactions homme-machine dans le processus. Dave Reed est chef de projet au département soudure de KTH. Il déclare à propos de l’ancien processus : « Avant d’utiliser les coupleurs d’utilité ATI, nous disposions d’une conduite d’air et d’un collecteur, et nous devions les raccorder à l’aide d’attaches. En ce qui concerne l’électricité, nous devions accoupler les déconnexions à 40 broches en les tordant manuellement. Ce processus était répété plusieurs fois pour chaque changement de gabarit » Les exigences de travail physique de l’ancien processus étaient considérablement élevées et, bien sûr, chaque fois qu’un collaborateur entre dans la cellule de travail, il y a un risque inhérent.
Dans ces conditions, la fréquence élevée des défaillances de câbles n’était pas une surprise. L’accouplement et le désaccouplement des câbles avec une force et un couple incohérents entraînaient une usure excessive. Le mauvais alignement des connecteurs a endommagé les broches. En l’absence d’espace de stockage dédié pour les câbles non utilisés, ceux-ci étaient laissés sur le sol ou sur d’autres équipements dans la cellule. Reed explique : « Nous avions des conduites d’air coupées et qui fuyaient, des connecteurs endommagés. La maintenance était appelée pour tenter d’évaluer le problème, mais la plupart du temps, il s’agissait simplement d’une broche tordue sur un connecteur qui nous coûtait des heures d’immobilisation, soit environ 65 heures par an et par ligne. »
Outre l’interaction humaine excessive et les pannes d’équipement, l’ancien processus était un cauchemar pour le groupe de soutien à l’équipement. Jonah Strapp, chef de section du groupe, explique : « Après les changements, il fallait modifier quelque chose dans la cellule pour qu’elle fonctionne à nouveau. Les temps d’arrêt sont synonymes de perte d’argent. Lorsque cela se produit, la pression est forte pour faire fonctionner les lignes »
KTH était exceptionnellement motivée pour améliorer le changement de gabarit de soudage afin de permettre un déroulement plus fluide des opérations, d’accroître la sécurité des employés et de réduire les cas de défaillance de l’équipement. Matt Myers, ingénieur en chef du groupe de projet d’ingénierie de KTH, explique : » Au cours d’une journée d’exploitation normale, nous essayons de tirer le maximum de production de la ligne. Chaque fois que nous effectuons un changement, nous perdons du temps de production, ce qui se traduit par un important déficit financier dans nos comptes. Tout ce que nous pouvons faire pour réduire les temps d’arrêt est extrêmement important » C’est là qu’intervient la solution : Les coupleurs utilitaires d’ATI.

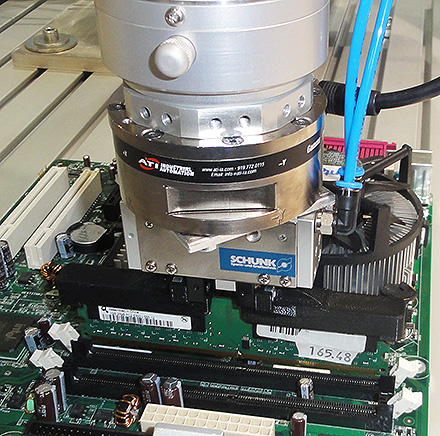
Les coupleurs utilitaires d’ATI sont idéaux pour les lignes de soudage de KTH. Ils fournissent de l’énergie, des signaux et de l’air pneumatique aux applications d’amarrage et de fixation qui nécessitent un couplage rapide et fiable lorsqu’un alignement précis n’est pas toujours possible. Les coupleurs utilitaires d’ATI sont dotés d’une conformité de rotation intégrée qui permet un accouplement répétable dans un boîtier durable. Comme la conception est modulaire, les coupleurs utilitaires fonctionnent avec la vaste famille de modules utilitaires de changement d’outils d’ATI. La polyvalence des modules permet aux coupleurs utilitaires de desservir également une large gamme de protocoles de réseau. M. Myers explique : « Lorsqu’il s’agit de concevoir un nouveau produit, je peux compter sur l’équipe d’ingénieurs d’ATI pour concevoir rapidement un produit électrique ou pneumatique qui répond à nos besoins, ou pour faire référence à l’un des milliers de produits [disponibles] sur le site Web. » Pour ce système particulier chez KTH, ATI a configuré un coupleur utilitaire et un module électrique d’E/S discrètes à 32 broches qui a été facilement intégré dans leurs lignes existantes.

« Lorsque nous avons commencé à essayer le coupleur utilitaire, il est apparu tout de suite qu’il allait faire une grande différence. Les nouveaux coupleurs sont très fiables et ne nécessitent pas d’intervention manuelle. Nous n’avons pas besoin de les manipuler. Ils fonctionnent à chaque fois » Déclare Strapp.
Lorsqu’on lui demande comment KTH a choisi ATI comme fournisseur, Myers répond : « Sur la base de notre relation précédente avec le service client, des délais de livraison rapides et de notre gestionnaire de compte local, la décision de choisir ATI a été facile à prendre » KTH est un utilisateur de longue date des produits de changement d’outils robotisés d’ATI, de sorte que la transition vers le couplage automatique avec les coupleurs utilitaires d’ATI était un choix judicieux.
Dave Reed confirme : « J’ai changé probablement des centaines de ces gabarits au cours de l’année écoulée et je n’ai jamais eu de problème avec le système ATI. Vous placez le gabarit, vous appuyez sur le bouton, il s’enfonce, se fixe, vos goupilles sont toutes appariées, vous n’avez aucune tolérance pour les goupilles tordues ou les conduites d’air cassées. C’est un produit pratiquement sans défaut. Il rend la vie beaucoup plus facile
À propos de KTH Parts Industries, Inc : Paris, Ohio, est un fournisseur automobile de niveau 1 pour les pièces structurelles de dessous de caisse, qui fournit des composants automobiles à des entreprises du monde entier. Pour maintenir un haut niveau d’excellence, son équipe de plus de 1 100 associés en ingénierie et en fabrication est impliquée dans de nombreuses phases des pièces automobiles, y compris le développement de produits, l’analyse de produits, la formabilité de produits, le prototypage, l’emboutissage de production, le formage, le soudage robotisé, l’assemblage et l’expédition de pièces. KTH utilise des applications de pointe pour simuler et analyser la fabricabilité des conceptions. L’expérience technique, combinée à un soutien fiable, permet à KTH de fournir des produits automobiles de haute qualité et de haute performance dont l’amélioration, le fonctionnement et l’entretien exigent une expertise technique de haut calibre.
Pour en savoir plus sur nos coupleurs utilitaires, cliquez ici.
Pour en savoir plus sur KTH Parts Industries, cliquez ici.