Non c’è modo migliore di risolvere un problema che eliminarlo del tutto. Alla KTH Parts Industries Inc. l’automatizzazione di un processo di cambio attrezzatura manuale con l’utilizzo degli accoppiatori di utilità ATI ha permesso di raggiungere proprio questo obiettivo. In particolare, il nuovo processo elimina circa 65 ore all’anno di fermo macchina per linea, riduce il costo totale delle operazioni e aumenta l’utilizzo delle attrezzature e la produttività.
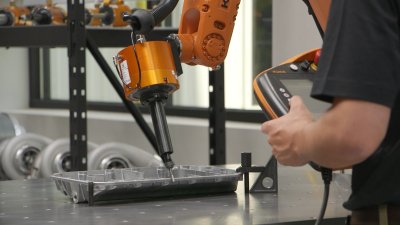
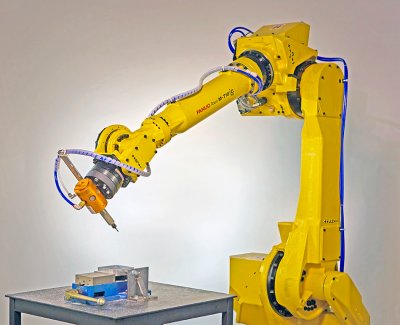
Una delle competenze principali di KTH è la progettazione e l’implementazione di linee di saldatura flessibili per i componenti del sottoscocca automobilistico. Le linee di saldatura utilizzano attrezzature complesse chiamate “maschere” per tenere i componenti in posizione mentre un robot li salda insieme. Ogni modello di automobile richiede una dima diversa, il che comporta numerosi cambi di attrezzature nello stabilimento.
Per aumentare la flessibilità e ottimizzare lo spazio limitato della produzione, KTH ha creato una cella di lavoro a due lati con una piattaforma girevole. L’obiettivo di questo progetto era quello di mantenere il robot attivo e ridurre i tempi di allestimento; i pezzi vengono caricati nella dima su un lato della piattaforma girevole, mentre il robot salda i pezzi sull’altro lato.
Prima dell’installazione degli accoppiatori di utilità di ATI, il KTH si affidava al lavoro manuale per collegare e scollegare i cavi e caricare le maschere sulle tavole rotanti. Moltiplicando questo dato per uno o due cambi di linea per turno, si ottiene una quantità impressionante di interazione uomo-macchina nel processo. Dave Reed è un Project Leader del Dipartimento Saldature di KTH. A proposito del vecchio processo, dice: “Prima di iniziare a usare gli accoppiatori di utilità ATI, avevamo una linea d’aria e un collettore e dovevamo collegarli insieme con dei tiranti. Per quanto riguarda la parte elettrica, dovevamo accoppiare i sezionatori a 40 pin attorcigliandoli manualmente. Questo processo veniva ripetuto molte volte per ogni cambio di dima” Il lavoro fisico richiesto dal vecchio processo era notevolmente elevato e, naturalmente, ogni volta che un collaboratore entra nella cella di lavoro, c’è un rischio intrinseco.
In queste condizioni, l’alta frequenza di guasti ai cavi non è stata una sorpresa. L’accoppiamento e lo scollegamento dei cavi con forza e coppia incoerenti creava un’usura eccessiva. Il disallineamento dei connettori ha causato il danneggiamento dei pin. Senza uno spazio di stoccaggio dedicato per i cavi non in uso, questi venivano lasciati sul pavimento o sopra altre apparecchiature nella cella. Reed spiega: “Avevamo linee d’aria che erano tagliate e perdevano, connettori danneggiati. La manutenzione veniva chiamata per cercare di valutare il problema, ma spesso si trattava solo di un perno piegato su un connettore che ci costava ore di fermo macchina; circa 65 ore all’anno per linea”
Oltre all’eccessiva interazione umana e ai guasti alle apparecchiature, il vecchio processo era un incubo per il gruppo di supporto alle apparecchiature. Il caposezione del gruppo, Jonah Strapp, afferma: “Dopo i cambi, bisognava intervenire su qualcosa nella cella per farla funzionare di nuovo. I tempi di inattività significano soldi persi. Quando ciò accade, c’è una certa pressione per far funzionare le linee”
KTH era particolarmente motivata a migliorare il cambio della dima di saldatura per consentire un flusso di operazioni più fluido, aumentare la sicurezza dei dipendenti e ridurre i casi di guasto alle apparecchiature. Matt Myers, Staff Engineer dell’Engineering Project Group di KTH, afferma: “Durante la nostra normale giornata operativa, cerchiamo di spremere il più possibile la produzione dalla linea. Ogni volta che facciamo un cambio di linea perdiamo tempo di produzione, il che si traduce in un grosso passivo finanziario nei nostri libri contabili. Tutto ciò che possiamo fare per ridurre i tempi di inattività è estremamente importante” Ecco cosa fare: Gli accoppiatori di utilità di ATI.

Gli accoppiatori di utilità ATI sono ideali per le linee di saldatura di KTH. Forniscono alimentazione, segnale e aria pneumatica alle applicazioni di aggancio e fissaggio che richiedono un accoppiamento rapido e affidabile quando non è sempre possibile un allineamento preciso. Gli accoppiatori Utility di ATI hanno una conformità rotazionale incorporata per fornire un accoppiamento ripetibile in un pacchetto durevole. Poiché il design è modulare, gli accoppiatori di utilità funzionano con l’ampia famiglia di moduli di utilità ATI per il cambio utensili. La versatilità dei moduli consente agli accoppiatori di utilità di servire anche un’ampia gamma di protocolli di rete. Myers spiega: “Quando si tratta di progettare nuovi prodotti, posso contare sul team di ingegneri ATI per progettare rapidamente un prodotto elettrico o pneumatico adatto alle nostre esigenze, oppure fare riferimento a uno delle migliaia di prodotti già disponibili sul sito web” Per questo particolare sistema del KTH, ATI ha configurato un accoppiatore di utilità e un modulo elettrico I/O discreto a 32 pin, facilmente integrabile nelle linee esistenti.

“Quando abbiamo iniziato a provare l’accoppiatore di utilità, abbiamo capito subito che avrebbe fatto una grande differenza. I nuovi accoppiatori sono molto affidabili e non richiedono l’uso delle mani. Non dobbiamo fare confusione. Funzionano sempre” Dice Strapp.
Alla domanda su come KTH abbia scelto ATI come fornitore, Myers risponde: “In base al nostro precedente rapporto con il servizio clienti, ai tempi di consegna rapidi e al nostro account manager locale, è stato facile scegliere ATI” KTH utilizza da tempo i prodotti ATI per il cambio utensili robotizzato, quindi la transizione verso l’accoppiamento automatico con gli accoppiatori ATI è stata una scelta intelligente.
Dave Reed conferma: “Ho cambiato probabilmente centinaia di dime nell’ultimo anno e non ho mai avuto un problema con il sistema ATI. Si posiziona la dima, si preme il pulsante, si inserisce, si blocca, i perni sono tutti accoppiati, non c’è alcuna tolleranza per i perni piegati o le linee d’aria rotte. È un prodotto praticamente perfetto. Rende la vita molto più facile”
Informazioni su KTH Parts Industries, Inc: KTH Parts Industries, con sede a St. Paris, Ohio, è un fornitore automobilistico di primo livello per le parti strutturali del sottoscocca, che fornisce componenti automobilistici ad aziende di tutto il mondo. Per mantenere un elevato livello di eccellenza, il team di oltre 1.100 tecnici e produttori è coinvolto in molte fasi della produzione di componenti automobilistici, tra cui lo sviluppo del prodotto, l’analisi del prodotto, la formabilità del prodotto, la prototipazione, lo stampaggio e la formatura della produzione, la saldatura robotizzata, l’assemblaggio e la spedizione dei pezzi. KTH utilizza applicazioni all’avanguardia per simulare e analizzare la producibilità dei progetti. L’esperienza tecnica, unita a un’assistenza affidabile, consente a KTH di fornire prodotti automobilistici di alta qualità e ad alte prestazioni che richiedono competenze tecniche di altissimo livello per il miglioramento, il funzionamento e la manutenzione.
Maggiori informazioni sui nostri accoppiatori di utilità qui.
Maggiori informazioni sulle industrie di ricambi KTH qui.